MESIN FRIS DAN PEMOTONG FRIS
Mesin fris melepaskan logam ketika benda kerja dihantarkan terhadap suatu pemotong berputar seperti terlihat pada gambar 1.

Gambar 1 Operasi fris sederhana.
Pemotong fris memiliki satu deretan mata potong pada kelilingnya yang masing-masing berlaku sebagai pemotong tersendiri pada daur putaran. Benda kerja dipegang pada meja yang mengendalikan hantaran. Pada mesin umumnya terdapat tiga kemungkinan gerakan meja yaitu : longitudinal, menyilang dan vertikal, namun beberapa meja juga memiliki gerakan putar.
Mesin fris adalah yang paling mampu melakukan banyak tugas dari segala mesin perkakas. Permukaan yang datar maupun berlekuk dapat di mesin dengan penyelesaian dan ketelitian yang baik. Pemotongan sudut, celah, roda gigi dan ceruk dapat dilakukan oleh mesin fris. Pahat gurdi, peluas lubang dan bor dapat dipegang dalam soket arbor dengan melepaskan pemotong dan arbor.
Jenis Pemotong Fris
Mesin fris mampu melakukan banyak jenis pekerjaan karena banyaknya jenis pahat yang tersedia. Terdapat tiga desain umum dari pemotong :
1. Pemotong Arbor. Pemotong ini mempunyai lubang dipusatnya untuk pemasangan pada bor.
2. Pemotong tangkai. Pemotong jenis mempunyai tangkai lurus atau tirus yang menjadi satu dengan badan pemotong. Pemotong dipegang oleh spindel.
3. Pemotong muka. Pemotong ini dibaut atau dipegang pada ujung arbor pendek dan biasanya dipakai untuk memfris permukaan rata.
Bahan fris dibuat antara lain dari baja karbon tinggi, berbagai baja kecepatan tinggi, atau yang berujung karbida dan lain lain. Pemotong serba guna umumnya terbuat dari baja kecepatan tinggi yang mempertahankan mata potong tetap tajam, keras dan ulet pada suhu sekitar 500 sampai 600 oC, sehingga dapat digunakan kecepatan potong 2 sampai 2 ½ kali dari yang dianjurkan untuk memotong baja karbon. Logam cor bukan besi seperti Stelit, Cobalt atau Rexalloy dan pemotong berujung karbida memiliki daya tahan panas lebih tinggi sehingga sesuai untuk pemotongan berat dan kecepatan tinggi. Kecepatan potong dari pemotong bahan cor bukan besi dan karbida berkisar dari dua sampai lima kali daripada yang dianjurkan untuk baja kecepatan tinggi.
Pemotong yang banyak digunakan diperlihatkan pada gambar 3, yang dikelompokkan menurut bentuk atau jenis pekerjaan yang dapat dilakukan.
1. Pemotong fris biasa. Pemotong biasa adalah sebuah pemotong yang berbentuk piringan yang memiliki gigi di sekelilingnya. Giginya bisa lurus dan juga bisa heliks jika lebarnya lebih dari 15 mm. Pemotong heliks yang lebar yang digunakan untuk beban berat memiliki takik pada giginya untuk mematahkan serpihan dan untuk memudahkan pengeluarannya.
2. Pemotong fris samping. Pemotong ini mempunyai gigi disamping. Pemotong jenis ini bisa mempunyai gigi lurus, heliks atau zigzag.
3. Pemotong gergaji pembelah logam. Pemotong jenis ini sangat tipis, biasanya 5 mm atau kurang. Pemotong ini diberi pengaman dengan menggerinda sisinya untuk menghasilkan ruang bebas bagi pemotongan.

Gambar 2
4. Pemotongh fris sudut. Pemotong ini bisa berbentuk pemotong sudut tunggal atau ganda. Pemotong sudut tunggal mempunyai satu permukaan kerucut, sedangkan pemotong sudut ganda mempuinyai gigi pada dua permukaan kerucut. Pemotong sudut digunakan untuk memotongh lidah roda, tanggem, galur pada pemotong fris dan pelebar lubang.
5. Pemotong fris bentuk. Gigi pemotong ini mempunyai bentuk khusus. Pemotong jenis ini termasuk pemotong cekung dan cembung, pemotong roda gigi, pemotong galur, pemotong pembulat sudut dan sebagainya.
6. Pemotong fris ujung. Pemotong ini mempunyai poros integral untuk menggerakkan dan mempunyai gigi di keliling dan ujungnya. Galurnya bisa lurus ataupun heliks. Pemotong besar yang disebut fris cangkang mempunyai bagian pemotong terpisah yang dipegangkan pada arbor batang seperti terlihat gambar 3. Fris ujung digunakan untuk proyeksi permukaan, membujur sangkarkan ujung, memotong celah dan dalam pekerjaan pencerukan misalnya pembuatan cetakan.

Gambar 3 Fris cangkang dan arbor.
7. Pemotong celah - T. Digunakan untuk memfris celah - T. Bentuk yang khusus adalah pemotong dudukan pasak Woodruff, yang digunakan untuk memotong dudukan bulat untuk pasak tersebut.
8. Pemotong gigi sisipan. Dengan makin meningkatnya ukuran pemotong, maka lebih ekonomis untuk menyisipkan gigi yang terbuat dari bahan mahal ke dalam baja yang lebih murah. Gigi pemotong ini bisa diganti kalau aus atau patah.
Gigi Pemotong Fris
Pemotong fris dengan nomenklatur terlihat pada gambar 4. Untuk pemotong kecepatan tinggi digunakan sudut garuk radial positif sebesar 10 sampai 15 derjat. Pemotong fris yang dibuat untuk bahan yang lebih lunak, misalnya aluminium, dapat diberikan garukan yang lebih besar dengan kemampuan potong lebih baik.

Gambar 2.4. Pemotong fris dengan penunjukkan nomenklatur
Untuk pemfrisan kecepatan tinggi dengan pemotong berujung karbida, biasanya digunakan sudutr garuk negatif (baik radial maupun aksial). Pemotong jenis fris datar, dengan gigi di tepinya, biasanya diberi garukan negatif sebesar 5 sampai 10 derjat kalau harus memotong baja. Paduan dan baja karbon menengah memerlukan garukan negatif yang lebih besar daripada baja lunak. Perkecualian untuk penggunaan sudut garuk negatif bagi pemotong karbida dilakukan kalau akan memfris logam lunak bukan besi.
Sudut ruang bebas adalah sudut yang dicakup antara tepi dan garis singgung pada pemotong dari ujung gigi. Untuk pemotong komersial sudut ruang bebas adalah sekitar 4 sampai 5 derjat. Pemotong yang berdiameter lebih kecil mempunyai sudut ruang bebas yang ditingkatkan untuk menghilangkan kecendrungan dari gigi untuk menggesek benda kerja. Sudut ruang bebas juga ditentukan oleh bahan benda kerja. Besi cor memerlukan sudut sebesar 4 sampai 7 derjat, sedangkan bahan lunak seperti magnesium, aluminium dan kuningan memerlukan sudut ruang bebas 10 sampai 12 derjat.
Dari penelitian diperoleh bahwa gigi kasar lebih efisien untuk melepas logam dari pada gigi halus. Gigi halus juga memberikan kecendrungan untuk bergetar daripada gigi kasar tetapi gigi halus dianjurkan untuk memotong gergaji yang digunakan untuk menmfris bahan tipis.
Pengelompokkan Dari Mesin Fris
Menurut desainnya mesin fris bisa dibedakan atas :
A. Jenis tiang dan lutut D. Mesin pusat pemesinan
1. Fris tangan E. Jenis khusus
2. Mesin fris datar 1. Mesin meja putar
3. Mesin fris universal 2. Mesin fris planet
4. Mesin fris vertikal 3. Mesin profil
B. Mesin jenis penyerut 4. Mesin duplikat
C. Jenis landasan tetap
1. Mesin fris simpleks
2. Mesin fris dupleks
3. Mesin fris tripleks.
Mesin Fris Tangan
Ini adalah jenis yang paling sederhana dari mesin fris yang dioperasikan dengan tangan. Mesin ini digunakan terutama dalam pekerjaan operasi fris ringan dan sederhana seperti memotong alur, alur pasak pendek dan membuat celah.
Mesin Fris Datar
Mesin ini mririp dengan mesin fris tangan hanya konstruksinya lebih kuat dan dilengkapi dengan mekanisme hantaran daya untuk mengendalikan gerakan meja. Mesin fris datar jenis tiang dan lutut mempunyai 3 gerakan yaitu longitudinal, melintang dan vertikal. Mesin jenis landasan tetap hanya mempunyai gerakan meja longitudinal. Contoh mesin fris datar lutut dan tiang diperlihatkan pada gambar 6.
Mesin Fris Universal
Mesin universal adalah sebuah mesin ruang perkakas yang dikonstruksi untuk pekerjaan yang sangat teliti. Penampilannya mirip dengan mesin fris jenis datar. Hanya mejanya bisa berputar secara horisontal dan dilengkapi dengan sebuah indeks atau kepala pembagi pada ujungnya. Sifat meja berputar bisa digunakan untuk memotong spiral. Mesin ini dapat juga dilengkapi fris vertikal, tambahan meja putar, tambahan pembuat celah dan perlengkapan lainnya.
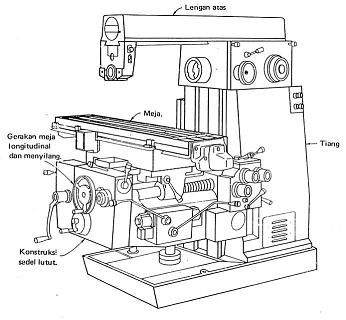
Gambar 5 Mesin fris lutut dan tiang.
Mesin Fris Vertikal
Gambar 2.6 terlihat satu jenis mesin fris vertikal. Dalam hal ini spindel pemotong mempunyai kedudukan vertikal. Mesin mempunyai perjalanan spindel aksial yang pendek untuk memudahkan pemfrisan bertingkat. Ada juga mesin yang dilengkapi dengan alat putar tambahan atau meja kerja putar sehingga mesin bisa memfris alur melingkar atau memfris kontinyu suku cadang produksi yang kecil.
Mesin Fris Jenis Penyerut
Mesin ini disebut penyerut karena kemiripannya dengan penyerut. Benda kerja dibawa pada meja panjang yang hanya mempunyai gerakan longitudinal, dan dihantarkan kepada pemotong putar. Gerakan meja adalah variabel merupakan ciri utamanya. Gambar 2.7 memperlihatkan mesin jenis ini.

Gambar 6 Mesin fris vertikal kepala putar.

Gambar 7 Mesin fris jenis penyerut.
Mesin Fris Jenis Bangku Tetap
Mesin ini mempunyai konstruksi bangku dari benda cor yang kaku dan berat dan menyangga meja kerja yang hanya mempunyai gerakan longitudinal. Nama simpleks, dupleks dan tripleks menunjukkan bahwa mesin berturut-turut dilengkapi dengan kepala spindel satu, dua atau tiga. Mesin ini sering dikendalikan secara otomatis. Gambar 8 memperlihatkan jenis mesin ini untuk dupleks.

Gambar 8 Mesin fris dupleks.
Pusat Pemesinan
Pusat pemesinan adalah mesin Kontrol Numerik yang dirancang untuk produksi barang kecil sampai menengah. Pusat pemesinan merujuk ke sebuah atau lebih mesin Kontrol Numerik yang mempunyai kapasitas pemesinan multi purpose (banyak kegunaan). Pusat pemesinan dapat memfris, menggurdi, mengebor, meluaskan lubang, mengetap dan membentuk keliling yang kesemuanya dalam sebuah penyetelan.
Operasional pusat pemesinan meliputi menstart dan menghentikan mesin, memilih dan menukar pahat, melakukan pembentukan keliling dua atau tiga dimensi, menghantar salah satu atau secara jamak dari dua atau tiga sumbu, mendudukan setiap sumbu pada pergeseran yang cepat, menstart atau menghentikan spindel, mengarahkan meja, mengalirkan dan menghentikan media pendingin.
Pada gambar 9 terlihat sebuah pusat pemesinan Kontrol Numerik terkomputerisasi, horisontal, jenis landasan, yang mempunyai magasin menyimpan 28 pahat. Sementara gambar 11 menunjukan pusat pemesinan vertikal yang mempunyai magasin 20 pahat.

Gambar 9 Pusat pemesinan horisontal jenis landasan kendali numeris dengan tiga sumbu gerak hantaran dan magasin penyimpan 28 pahat.

Gambar 10 Pusat pemesinan vertikal kendali numeris dengan tiga sumbu gerak hantaran dan penukar pahat 20 kedudukan.
2.11 MESIN FRIS KHUSUS
Mesin Fris Meja Putar
Mesin meja putar adalah penyesuaian dari mesin fris vertikal dan diperlihatkan pada gambar 11. Operasi mesin kontinyu dan cepat tetapi terbatas pada pemfrisan permukaan datar saja.

Gambar 11 Mesin fris meja putar.
Mesin Fris Planet
Mesin fris planet digunakan untuk memfris bagian luar dan bagian dalam dari permukaan dan ulir pendek. Benda kerja diam dan gerakan memotong dilakukan oleh pemotong. Pada awal pekerjaan, pemotong putar berada dalam kedudukan tengah. Pertama kali pemotong dihantarkan secara radial sampai kedalaman tertentu kemudian pemotong melakukan gerakan planet di dalam atau sekeliling benda kerja. Gambar 2.12 memperlihatkan operasi pemotongan pemfrisan dalam dan luar untuk mesin fris ini.

Gambar 2.12 Penyetelan fris planet yang menunjukkan aksi pemotong untuk pemfrisan dalam dan luar. Kiri fris luar. Kanan, fris dalam.
Mesin Profil
Mesin jenis ini digunakan untuk mengukir dan membentuk profil. Mesin profil tangan adalah jenis yang paling sederhana yang mempunyai pemotong putar, gerakannya dikendalikan oleh gerakan tangan dari meja.
Mesin Duplikat
Pembuatan die atau cetakan besar yang digunakan untuk spatbor, atap dan panel mobil banyak menggunakan mesin fris duplikat. Mesin ini memproduksi komponen dari sebuah model dengan ukuran yang pas. Salah satu mesin jenis ini bisa dilihat pada gambar 2.13. Model atau pola yang akan ditiru biasanya dibuat dari bahan kayu keras, plaster Paris, lilin atau bahan lain yang mudah dikerjakan.

Gambar 2.13. Mesin fris duplikat.
Kecepatan Potong
Kecepatan potong dirumuskan :
CSDN=π1000
dengan :
CS = kecepatan potong, m/min
D = diameter pemotong, mm
N = putaran tiap menit
Dalam memilih kecepatan potong yang diperhatikan adalah :
1. Bahan Pemotong. Kecepatan pemotong umumnya diberikan dalam nilai untuk pemotong baja kecepatan tinggi.
2. Jenis bahan yang harus dipotong. Bahan lunak seperti magnesium dan aluminium dapat difris dengan kecepatan yang lebih tinggi dari bahan yang lebih keras.
3. Jenis penyelesaian yang diperlukan. Penyelesaian yang baik diperoleh dengan hantaran sedikit dan kecepatan potong tinggi.
4. Umur pahat. Kecepatan potong rendah akan mengawetkan pemotong.
5. Penggunaan media pendingin. Kecepatan potong yang tinggi menimbulkan panas dan panas ini harus dilepqaskan dari pemotong dan benda kerja dengan menggunakan media pendingin.
Hantaran Potong
Gambar 14 memperlihatkan dua jenis cara menghantarkan benda kerja pada mesin fris. Gambar A dianjurkan karena setiap gigi mengawali pemotongan dalam logam bersih dan tidak harus menembus kerak permukaan yang mungkin ada. Gambar B membuat pemotongan lebih efisien, serpihan yang dilepas lebih besar, dan kecendrungan untuk bergetar berkurang.

Gambar 14 Metode menghantarkan benda kerja pada mesin fris. A. Pemfrisan konvensional atau naik. B. Pemfrisan memanjat atau turun.
Kecepatan Pelepasan Logam
Untuk memfris tepi dan pemotong fris datar, kecepatan pelepasan logam bisa dicari dengan:
R = d w f = milimeter kubik per menit
dengan :
d = kedalaman pemotongan, mm
w = lebar pemotongan, mm
f = hantaran, mm/min
Dalam menghitung waktu untuk melakukan pemotongan tunggal (gambar 2.15), panjang total dari pemotongan sedikit lebih besar daripada benda kerja disebabkan jarak pendekatan S yang diperlukan untuk memotong. Jarak pendekatan dicari dengan :

Untuk persamaan diatas harus ditambahkan lagi sekitar 6,0 mm supaya memberikan sedikit perjalanan lebih dari pemotongnya. Panjang total perjalanan adalah :

Waktu potong sebenarnya :

dengan :
S = jarak pendekatan, mm
St = jarak perjalanan total, mm
T = waktu potong, menit
L = panjang benda kerja, mm

Gambar 15 Penggambaran jarak pendekatan untuk operasi menggurdi.
Untuk mendapatkan waktu daur total, maka waktu balik tanpa kerja dan waktu penanganan benda kerja harus ditambahkan kepada waktu potong sebenarnya.
DAFTAR PUSTAKA
1. Priambodo, Bambang, Teknologi Mekanik, Jakarta, Erlangga, 1986
2. ft.unsada.ac.id/wp-content/uploads/2008/06/bab6-pp2.pdf.
Selain bubut. mesin frais adalah alat pemotongan baja yang paling umum digunakan
BalasHapus