PENGENDALIAN NUMERIS
Pengendalian numeris menuntun operasi mesin perkakas dari data numeris yang tersimpan pada kertas atau pita magnetis, kartu berlubang, penyimpanan komputer atau informasi langsung dari komputer.
Karena menggunakan informasi matematis, maka konsepnya disebut kendali numeris atau KN (numerical control atau NC). KN adalah operasi dari mesin perkakas dan mesin pemproses lainnya dengan sederetan kode instruksi. Mungkin instruksi yang paling penting adalah kedudukan relatif pahat terhadap benda kerja. Kendali Numeris adalah bukan metode memesin, melainkan cara untuk mengendalikan mesin.
Desain KN pada awal sejarahnya adalah meletakkan unit pengendali pada struktur mesin yang telah ada sebagai pengendali numeris. Dari pengalaman mesin KN lebih efisien di operasi mesin secara keluruhan daripada mesin konvensional. Mesin perkakas KN saat ini mempersatukan berbagai pengembangan seperti optimasi kecepatan potong dan hantaran, penentuan posisi benda kerja, pemilihan perkakas, dan pengeluaran serpihan. Adopsi KN ke desain mesin yang sudah ada sehingga menjadi mesin perkakas KN telah membawa mesin ini mempunyai karakteristik yang berbeda dengan mesin-mesin perkakas yang sudah ada. Contohnya, modifikasi mesin bubut turet telah menghasilkan turet yang terpasang miring di sisi belakang dari pada dipasang pada jalur horisontal didepan. Perkakas dalam jumlah yang banyak bisa dipasang pada turet sebagai akibat penyesuaian struktur tersebut. Hal ini bisa dilihat pada gambar 1.
Karena menggunakan informasi matematis, maka konsepnya disebut kendali numeris atau KN (numerical control atau NC). KN adalah operasi dari mesin perkakas dan mesin pemproses lainnya dengan sederetan kode instruksi. Mungkin instruksi yang paling penting adalah kedudukan relatif pahat terhadap benda kerja. Kendali Numeris adalah bukan metode memesin, melainkan cara untuk mengendalikan mesin.
Desain KN pada awal sejarahnya adalah meletakkan unit pengendali pada struktur mesin yang telah ada sebagai pengendali numeris. Dari pengalaman mesin KN lebih efisien di operasi mesin secara keluruhan daripada mesin konvensional. Mesin perkakas KN saat ini mempersatukan berbagai pengembangan seperti optimasi kecepatan potong dan hantaran, penentuan posisi benda kerja, pemilihan perkakas, dan pengeluaran serpihan. Adopsi KN ke desain mesin yang sudah ada sehingga menjadi mesin perkakas KN telah membawa mesin ini mempunyai karakteristik yang berbeda dengan mesin-mesin perkakas yang sudah ada. Contohnya, modifikasi mesin bubut turet telah menghasilkan turet yang terpasang miring di sisi belakang dari pada dipasang pada jalur horisontal didepan. Perkakas dalam jumlah yang banyak bisa dipasang pada turet sebagai akibat penyesuaian struktur tersebut. Hal ini bisa dilihat pada gambar 1.
Perkembangan pusat pemesinan dengan penyimpanan perkakas adalah hasil dari KN. Gambar 2 memperlihatkan pusat pemesinan dengan penyimpanan sebanyak 24 pahat dalam sebuah magazin. Setiap pahat bisa dipilih dan digunakan sesuai dengan program. Pusat pemesinan bisa mengerjakan hampir semua jenis pemesinan seperti fris, penggurdian, pengeboran, pemotongan dan sebagainya.

Gambar 1. Mesin bubut turet miring dengan pengontrolan numeris.

Gambar 2. Mesin KN dengan perkakas diatas kolom dan pemasangan komponen didepan.
Urutan OperasionalKN dimulai dari programer komponen yang memvisualisasikan operasi yang dibutuhkan mesin pada benda kerja. Instruksi yang diberikan disebut program dimana program disiapkan sebelum komponen dibuat. Instruksi terdiri dari urutan kode simbolik yang berisikan pekerjaan yang diperlukan oleh pahat dan mesin. Dimulai, gambar teknik benda kerja diuji, proses dipilih. Perencanaan proses mencakup persiapan kertas operasi atau kertas rute yang berisikan prosedur urutan operasi dan daftar mesin, pahat dan biaya operasi. Ketika operasi telah diketahui, yang berkaitan dengan KN didesain lebih lanjut.
Program disiapkan dalam bentuk kode yang berisikan urutan operasi. Ada 2 cara dalam memprogram KN yaitu secara manual atau dengan komputer. Jika pemograman dilakukan secara manual, instruksi mesin dibuat dalam bentuk manuscript program. Manuscript ini memberikan instruksi untuk alat potong dan benda kerja. Pada pemograman dengan bantuan komputer dimana komputer akan melakukan perhitungan dan menterjemahkan instruksi ringkas ke dalam instruksi yang lebih detil dan bahasa kode untuk pita.
Pada program manual, manuscript disimpan ke pita berlobang. Pada pemograman komputer, memori internal akan menterjemahkan langkah-langkah pemograman, melakukan perhitungan untuk membuat instruksi langkah-langkah KN, dan mempersiapkan pita (tape). Verfikasi adalah langkah selanjutnya dimana pita dijalankan pada komputer dan sebuah plotter akan mensimulasikan gerakan pahat dan secara grafik akan menampilkan komponen akhir pada kertas yang sering dalam bentuk 2 dimensi. Verifikasi akan memperlihatkan kesalahan-kesalahan yang mungkin timbul.
Langkah terakhir adalah membuat benda dengan menggunakan pita KN. Operator mesin memasang pita pada alat pembaca program yang merupakan bagian dari machine control unit/MCU (unit kendali mesin). Alat ini akan merobah kode instruksi kedalam operasi mesin. Langkah umum ini bisa dilihat pada gambar 3.
Program disiapkan dalam bentuk kode yang berisikan urutan operasi. Ada 2 cara dalam memprogram KN yaitu secara manual atau dengan komputer. Jika pemograman dilakukan secara manual, instruksi mesin dibuat dalam bentuk manuscript program. Manuscript ini memberikan instruksi untuk alat potong dan benda kerja. Pada pemograman dengan bantuan komputer dimana komputer akan melakukan perhitungan dan menterjemahkan instruksi ringkas ke dalam instruksi yang lebih detil dan bahasa kode untuk pita.
Pada program manual, manuscript disimpan ke pita berlobang. Pada pemograman komputer, memori internal akan menterjemahkan langkah-langkah pemograman, melakukan perhitungan untuk membuat instruksi langkah-langkah KN, dan mempersiapkan pita (tape). Verfikasi adalah langkah selanjutnya dimana pita dijalankan pada komputer dan sebuah plotter akan mensimulasikan gerakan pahat dan secara grafik akan menampilkan komponen akhir pada kertas yang sering dalam bentuk 2 dimensi. Verifikasi akan memperlihatkan kesalahan-kesalahan yang mungkin timbul.
Langkah terakhir adalah membuat benda dengan menggunakan pita KN. Operator mesin memasang pita pada alat pembaca program yang merupakan bagian dari machine control unit/MCU (unit kendali mesin). Alat ini akan merobah kode instruksi kedalam operasi mesin. Langkah umum ini bisa dilihat pada gambar 3.
Jenis Kendali
Kendali bisa berupa lingkar (loop) terbuka atau tertutup. Kendali lingkar terbuka didefinisikan sebagai sebuah sistem dimana output atau variabel sistem lainnya tidak mempunyai efek atau feedback (umpan balik) terhadap input. Gambar 4 memperlihatkan sebuah sistem kendali numeris dua sumbu lingkar terbuka.
Kendali bisa berupa lingkar (loop) terbuka atau tertutup. Kendali lingkar terbuka didefinisikan sebagai sebuah sistem dimana output atau variabel sistem lainnya tidak mempunyai efek atau feedback (umpan balik) terhadap input. Gambar 4 memperlihatkan sebuah sistem kendali numeris dua sumbu lingkar terbuka.

Gambar 3. Bagan alir langkah-langkah kendali numeris.

Gambar 4. Bagan alir langkah-langkah kendali numeris.
Sumbu koordinat adalah bidang X-Y dan sumbu ketiga adalah Z. Media input, yang biasanya pita, di baca oleh unit yang disebut reader (pembaca). Sinyal diskrit dihantarkan ke unit kendalidan instruksi diberikan ke unit penggerak motor bertingkat (stepping motor). Setiap luncuran atau gerakan yang harus dikendalikan memiliki motor bertingkat dan penggeraknya masing-masing.
Penggerakan ke elemen mesin bisa berupa ulir penuntun konvensional, ball bearing screw, atau pengaturan gigi rack dan pinion. Kendali loop terbuka sederhana dan murah namun ketelitiannya tidak sebaik kendali loop tertutup.
Sistem kendali loop tertutup untuk kendali sumbu tunggal diberikan oleh gambar 5. Gerakan mesin, setelah dijalankan motor bertingkat, dicatat atau dimonitor oleh unit umpan balik yang bisa berupa peralatan elektronik, mekanik atau optik. Adalah piranti transducer yang mendeteksi posisi meja, luncuran, serta pahat. Posisi ini dikirimkan oleh bagian umpan balik ke unit kendali dimana sinyal secara kontinyu dibandingkan dengan sinyal program. Sinyal perintah diteruskan ke penguat yang menggerakkan motor penggerak sampai perbedaan antara sinyal perintah dan posisi aktual luncuran mencapai nol. Ketika sinyal kesalahan nol, berarti gerakan mesin sudah sesuai dengan posisi yang diperintahkan.
Sistem kendali loop tertutup untuk kendali sumbu tunggal diberikan oleh gambar 5. Gerakan mesin, setelah dijalankan motor bertingkat, dicatat atau dimonitor oleh unit umpan balik yang bisa berupa peralatan elektronik, mekanik atau optik. Adalah piranti transducer yang mendeteksi posisi meja, luncuran, serta pahat. Posisi ini dikirimkan oleh bagian umpan balik ke unit kendali dimana sinyal secara kontinyu dibandingkan dengan sinyal program. Sinyal perintah diteruskan ke penguat yang menggerakkan motor penggerak sampai perbedaan antara sinyal perintah dan posisi aktual luncuran mencapai nol. Ketika sinyal kesalahan nol, berarti gerakan mesin sudah sesuai dengan posisi yang diperintahkan.
Unit kendali bisa menginisiasi salah satu atau lebih gerakan berikut:
1. mencatat ketepatan perintah
2. mengkompensasi secara otomatis kesalahan
3. menghentikan gerakan ketika sinyal masukan dan hantaran sama.
1. mencatat ketepatan perintah
2. mengkompensasi secara otomatis kesalahan
3. menghentikan gerakan ketika sinyal masukan dan hantaran sama.

Gambar 5. Sistem kendali numeris lingkar tertutup, satu sumbu.
Koordinat Tegak Lurus
Kendali numeris menggunakan koordinat tegak lurus atau cartesian untuk menentukan sebuah titik dalam ruangan. Konstruksi mesinperkakas didasarkan pada dua atau tiga sumbu tegak lurus dari gerakan dan sumbu putaran.
Kendali numeris menggunakan koordinat tegak lurus atau cartesian untuk menentukan sebuah titik dalam ruangan. Konstruksi mesinperkakas didasarkan pada dua atau tiga sumbu tegak lurus dari gerakan dan sumbu putaran.

Gambar 6. Prinsip-prinsip x, y dan z untuk mesin fris.
Umumnya, gerak sumbu Z adalah paralel dengan spindel utama mesin, sedangkan gerak sumbu X adalah horisontal dan paralel dengan permukaan pemegang benda kerja. Gerak sumbu Y adalah tegak lurus bidang X dan Z. Lokasi dari rute gambar 6 adalah X = -2, Y = +3 dan Z = +1. Penunjukan sumbu untuk beberapa mesin perkakas ditunjukkan oleh gambar 7.
Jika sumbu koordinat telah ditentukan, programer komponen punya pilihan dalam menentukan posisi relatif pahat terhadap sumbu koordinat asal. Mesin KN bisa menentukan titik nol sebagai nol tetap atau titik mengambang (floating point). Pada nol tetap titik asal selalu berada pada titik yang sama pada meja mesin dan berada pada sudut kiri bawah. Lokasi ditentukan oleh sebagai koordinat X dan Y positif. Pada titik mengambang, titik nol bisa diset pada sembarang titik pada meja mesin. Benda kerja yang simetris, titik nol akan berada pada pusat simetri. Metode titik mengambang adalah metode yang lebih umum dipakai.
Jika sumbu koordinat telah ditentukan, programer komponen punya pilihan dalam menentukan posisi relatif pahat terhadap sumbu koordinat asal. Mesin KN bisa menentukan titik nol sebagai nol tetap atau titik mengambang (floating point). Pada nol tetap titik asal selalu berada pada titik yang sama pada meja mesin dan berada pada sudut kiri bawah. Lokasi ditentukan oleh sebagai koordinat X dan Y positif. Pada titik mengambang, titik nol bisa diset pada sembarang titik pada meja mesin. Benda kerja yang simetris, titik nol akan berada pada pusat simetri. Metode titik mengambang adalah metode yang lebih umum dipakai.

Gambar 7. Prinsip-prinsip kendali numeris. A. Mesin bubut turet vertikal atau fris pengebor vertikal. B. Kempa pons turet. C. Mesin las. D. Pembengkok tabung kanan.
Pita Berlubang
Bahan untuk pita bisa kertas berlobang, kertas yang diperkuat bahan mylar, aluminium yang dilapisi mylar, atau bahan plastik tertentu. pita dari kertas yang diperkuat bahan mylar paling banyak digunakan.
Meskipun berbagai format pita tersedia, pembicaraan ditekankan pada mesin-mesin KN yang dibuat berdasarkan standar yang menetapkan format pita dengan blok variabel untuk kendali posisi dan kontur. Pita mempunyai lebar 1 inchi dan 8 kanal. Lobang dibuat di dalam kanal dalam pola kode. Pembaca pita membaca pola lobang dengan sel photo elektrik, sensor berbentuk jari (finger), sikat atau metode vakum. Gambar 8 memperlihatkan contoh sebuah head (kepala) baca. Kecepatan baca 100 sampai 1000 karakter per detik bisa dilakukan dengan menggunakan metode photo elektrik.
Pada pemograman secara manual, mesin tik khusus akan membuat lobang ketika tuts ditekan. Pada pemograman dengan komputer, tidak hanya perhitungan yang dilakukan, tetapi lubang pada pita juga dibuat yang identik dengan pita yang dibuat secara manual.
Bahan untuk pita bisa kertas berlobang, kertas yang diperkuat bahan mylar, aluminium yang dilapisi mylar, atau bahan plastik tertentu. pita dari kertas yang diperkuat bahan mylar paling banyak digunakan.
Meskipun berbagai format pita tersedia, pembicaraan ditekankan pada mesin-mesin KN yang dibuat berdasarkan standar yang menetapkan format pita dengan blok variabel untuk kendali posisi dan kontur. Pita mempunyai lebar 1 inchi dan 8 kanal. Lobang dibuat di dalam kanal dalam pola kode. Pembaca pita membaca pola lobang dengan sel photo elektrik, sensor berbentuk jari (finger), sikat atau metode vakum. Gambar 8 memperlihatkan contoh sebuah head (kepala) baca. Kecepatan baca 100 sampai 1000 karakter per detik bisa dilakukan dengan menggunakan metode photo elektrik.
Pada pemograman secara manual, mesin tik khusus akan membuat lobang ketika tuts ditekan. Pada pemograman dengan komputer, tidak hanya perhitungan yang dilakukan, tetapi lubang pada pita juga dibuat yang identik dengan pita yang dibuat secara manual.

Gambar 8. Fotoelektrik tape reader dengan kecepatan tinggi.
Gambar 9 memperlihatkan pita kertas berlobang. Lobangnya dibuat pada pita dalam bentuk kode. Gambar tersebut menunjukan pengkodean standar dari Electronic Industries Association (EIA) untuk pita berlobang ukuran lebar 1 inchi, 8 kanal dengan sistem desimal kode biner (binary-coded decimal/BCD). Sistem standar ASCII juga banyak digunakan. Pengkodean pita ditandai dengan ada atau tidaknya lobang sehingga sesuai dengan sistem biner (sistem dasar 2). Kode biner menggunakan nilai 0 atau 1 atau disebut satu bit. Sistem ini digunakan hampir pada semua operasi KN.
Ada 8 kanal dan satu kolom lobang sprocket. Jika data numerik adalah input, kanal 1, 2, 3, 4 dan 6 digunakan. 4 kanal pertama mewakili angka 1, 2, 4 dan 8 yaitu pangkat dari 2; yaitu 20=1, 21=2, 22=4, 23=8. Maka, sesuai gambar, angka 7 ditulis ke pita dengan membuat lobang pada kanal 1, 2 dan 3, dengan total 1+2+4=7. Pembaca pita melakukan pemeriksaan dasar terhadap ketelitian dengan mana pita dilobangi. Hal ini disebut parity check (pemeriksaan keseimbangan). Jumlah lubang harus ganjil pada setiap baris dan kemudian mesin berhenti. Karena itu setiap perintah pelubangan yang bernilai genap, lobang tambahan harus dibuat pada kanal 5.
Gambar 9B adalah skematik strip pendek pita yang mungkin muncul bagi program yang disederhanakan. Semua angka biasanya digambarkan dengan 5 atau 6 digit (baris), dan dua digit pertama merujuk kepada bilangan bulat (inchi, mm atau cm) dan sisanya sebagai pecahan.
Ada 8 kanal dan satu kolom lobang sprocket. Jika data numerik adalah input, kanal 1, 2, 3, 4 dan 6 digunakan. 4 kanal pertama mewakili angka 1, 2, 4 dan 8 yaitu pangkat dari 2; yaitu 20=1, 21=2, 22=4, 23=8. Maka, sesuai gambar, angka 7 ditulis ke pita dengan membuat lobang pada kanal 1, 2 dan 3, dengan total 1+2+4=7. Pembaca pita melakukan pemeriksaan dasar terhadap ketelitian dengan mana pita dilobangi. Hal ini disebut parity check (pemeriksaan keseimbangan). Jumlah lubang harus ganjil pada setiap baris dan kemudian mesin berhenti. Karena itu setiap perintah pelubangan yang bernilai genap, lobang tambahan harus dibuat pada kanal 5.
Gambar 9B adalah skematik strip pendek pita yang mungkin muncul bagi program yang disederhanakan. Semua angka biasanya digambarkan dengan 5 atau 6 digit (baris), dan dua digit pertama merujuk kepada bilangan bulat (inchi, mm atau cm) dan sisanya sebagai pecahan.

Gambar 9. A. Pita desimal kode binari, tampak bawah. B. Program desimal kode binari.
Pemrograman Dari Titik ke TitikMetode titik ke titik atau penempatan dilakukan oleh mesin pelobang, las titik atau mesin gurdi. Metode ini digunakan secara luas pada mesin yang bisa bergerak hanya ke satu arah. Metode titik ke titik melakukan pengaturan penempatan spindel atau benda kerja pada posisi relatif spesifik, dan pahat beroperasi dengan instuksi pita atau dengan tangan. Pahat bergerak diantara koordinat tanpa menyentuh benda kerja. Pada gambar 10, lubang akan digurdi pada pemberhentian yang berurutan. Apakh perkakas akan bergerak pertama kali sepanjang sumbu-x dan kemudian pada sumbu-y adalah tidak penting. Ada beberapa mesin yang bergerak secara serentak disepanjang kedua sumbu. beberapa mesin ada yang hanya mempunyai pengontrolan pada sumbu-x dan sumbu-y, sedangkan beberapa mesin yang lain dapat diprogram pada ketiga sumbu.
Metode titik ke titik bisa diprogram untuk memesin garis lurus dan lekukan tepi (kontur). Untuk memesin FG pada gambar 10A, pahat bisa ditempatkan dengan perintah pita pada dua lokasi x-y yang berbeda.
Beberapa mesin pada dasarnya adalah memberi kedudukan, tetapi mesin tersebut mempunyai kemampuan dalam perencanaan kontur, misalnya memfris garis lurus seperti yang diperlihatkan gambar 10C.
Metode titik ke titik bisa diprogram untuk memesin garis lurus dan lekukan tepi (kontur). Untuk memesin FG pada gambar 10A, pahat bisa ditempatkan dengan perintah pita pada dua lokasi x-y yang berbeda.
Beberapa mesin pada dasarnya adalah memberi kedudukan, tetapi mesin tersebut mempunyai kemampuan dalam perencanaan kontur, misalnya memfris garis lurus seperti yang diperlihatkan gambar 10C.

Gambar 10. Jenis perintah.
Sebuah program pemberi kedudukan sesuai standar EIA RS 273 untuk menggurdi 4 lobang diperlihatkan pada gambar 11. Kode tab (lubang dalam jalur no. 2, 3, 4, 5 dan 6 dalam baris melintang) mendahului setiap perintah. Instruksi koordinat x mendahului instruksi koordinat y.
Pemrograman Lintasan Kontinyu
Dalam pemrograman lintasan kontinyu maka perkakas pemotong menyentuh benda kerja sementara terjadi gerakan koordinat. Gambar 12 memperlihatkan operasi pembentukan lekuk tepi mencakup memfris, membubut dan memotong nyala.
Pemrograman Lintasan Kontinyu
Dalam pemrograman lintasan kontinyu maka perkakas pemotong menyentuh benda kerja sementara terjadi gerakan koordinat. Gambar 12 memperlihatkan operasi pembentukan lekuk tepi mencakup memfris, membubut dan memotong nyala.

Gambar 11. Format pita EIA RS-273 untuk menggurdi empat lubang. Saluran no. 1 di sisi kanan pita.
Gerakan pembentukan lekuk tepi berbeda dengan gerakan antar titik dimana sebuah program interpolasi menurunkan/menghasilkan gerakan lintasan kontinyu yang diubah dari gerakan titik ke titik. Ada 3 metode interpolasi yang digunakan untuk menghubungkan titik koordinat:: linier, melingkar dana parabolis.
Interpolasi Linier adalah hasil serangkaian gerakan memesin garis lurus yang diprogram dalam jumlah yang cukup untuk memberikan hasil yang bisa diterima. Interpolasi linier memungkinkan gerakan pahat pada dua atau lebih sumbu secara bersamaan.
Pada Interpolasi melingkar , program untuk lingkaran bisa berupa titik akhir dari busur, jari-jari dan pusat, dan arah pemotongan seperti diperlihatkan pada gambar 10D. Alat interpolator yang ada pada komputer akan memecah garis kedalam garis-garis lurus yang sangat pendek (0,003-0,005 mm).
Interpolasi Linier adalah hasil serangkaian gerakan memesin garis lurus yang diprogram dalam jumlah yang cukup untuk memberikan hasil yang bisa diterima. Interpolasi linier memungkinkan gerakan pahat pada dua atau lebih sumbu secara bersamaan.
Pada Interpolasi melingkar , program untuk lingkaran bisa berupa titik akhir dari busur, jari-jari dan pusat, dan arah pemotongan seperti diperlihatkan pada gambar 10D. Alat interpolator yang ada pada komputer akan memecah garis kedalam garis-garis lurus yang sangat pendek (0,003-0,005 mm).
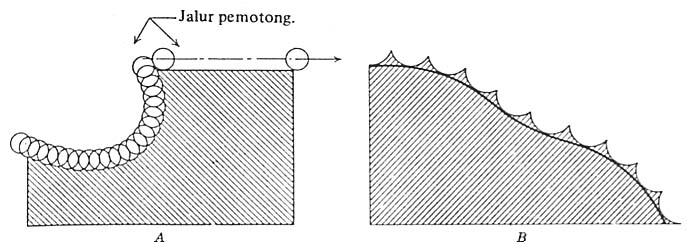
Gambar 12. A. Jalur pemotong untuk pemrograman kontinyu. B. Puncak-puncak yang dihasilkan dalam memesin dengan sumbu tidak sejajar.
Interpolasi parabolis digunakan untuk desain bentuk bebas seperti cetakan atau memahat cetakan.
Sistem Kendali Numeris Lainnya
Sistem yang mempunyai pengontrolan komputer untuk beberapa mesin perkakas disebut Direct numerical control (Kendali Numeris Langsung). Satu atau lebih mesin disambungkan dengan sebuah komputer untuk menerima perintah langsung atau data langsung (real time distribution data) sehingga tidak diperlukan lagi pita berlobang. Pembaca pita tidak lagi dipasang pada mesin karena tidak diperlukan. Penggunaan komputer memungkinkan untuk menyimpan program yang panjang yang tidak muat jika disimpan didalam memori mesin KN.
Sistem Computer Numerical Control (CNC) atau Kendali Numeris dengan Komputer, menggunakan program yang tersimpan pada mini komputer untuk melakukan fungsi KN sesuai dengan program kontrol/perintah yang ada dimemori komputer. Mesin mempunyai kemampuan menghitung dan penyimpanan data yang merupakan bagian dari unit kendali. CNC juga dikenal sebagai soft wire dimana program bisa dirobah bersama-sama dengan bagian kendali yang sudah ada pada mesin. Komputer bisa digunakan sebagai terminal untuk menerima informasi dari komputer lain atau data dari saluran telepon.
Sistem yang mempunyai pengontrolan komputer untuk beberapa mesin perkakas disebut Direct numerical control (Kendali Numeris Langsung). Satu atau lebih mesin disambungkan dengan sebuah komputer untuk menerima perintah langsung atau data langsung (real time distribution data) sehingga tidak diperlukan lagi pita berlobang. Pembaca pita tidak lagi dipasang pada mesin karena tidak diperlukan. Penggunaan komputer memungkinkan untuk menyimpan program yang panjang yang tidak muat jika disimpan didalam memori mesin KN.
Sistem Computer Numerical Control (CNC) atau Kendali Numeris dengan Komputer, menggunakan program yang tersimpan pada mini komputer untuk melakukan fungsi KN sesuai dengan program kontrol/perintah yang ada dimemori komputer. Mesin mempunyai kemampuan menghitung dan penyimpanan data yang merupakan bagian dari unit kendali. CNC juga dikenal sebagai soft wire dimana program bisa dirobah bersama-sama dengan bagian kendali yang sudah ada pada mesin. Komputer bisa digunakan sebagai terminal untuk menerima informasi dari komputer lain atau data dari saluran telepon.
Tidak ada komentar:
Posting Komentar